製造オーダートラッキング構成
多段階追跡品目では、製造オーダー追跡構成を使用して、製造プロセス中にどの親シリアル番号やロット/バッチ番号のコンポーネント品目が割り当てられているかを追跡します。多段階追跡品目は、シリアル番号および/またはロット/バッチ番号で追跡され、 品目 ページで 多段階追跡 が有効になっています。製造オーダーから親シリアル番号またはロット/バッチ番号を受け取る前に、そのシリアル番号またはロット/バッチ番号の追跡構成が完了している必要があります。
製造オーダートラッキング構成の生成
製造オーダーで手動と自動の両方で生産される多段階の追跡品目の製造オーダー追跡構成を生成することが可能です。
サイト/製造 ページで定義された 自動ビルド追跡構成 オプションは、親シリアル番号および/またはロット/バッチ番号が予約され、コンポーネントが予約または発行されたときに、製造オーダー追跡構成が自動的に生成されるかどうかを決定します。
- 自動ビルド追跡構成 が有効になっている場合、親シリアル番号および/またはロット/バッチ番号が引当され、コンポーネントが引当または発行されると、追跡構成が自動的に生成されます。これは、システムがコンポーネントを組み立てる親シリアル番号および/またはロット/バッチ番号を推奨することを意味します。ただし、必要に応じて手動で調整することも可能です。
- 自動ビルド追跡構成 が無効になっている場合、親シリアル番号やロット/バッチ番号が引当され、コンポーネントが引当または発行されても、追跡構成は自動的には生成されません。その代わりに、ユーザーが手動でコンポーネントに親シリアル番号やロット/バッチ番号を割り当てることが一般的です。ただし、必要に応じて、追跡構成の自動構築を開始することもできます。
製造オーダー追跡構成の自動生成
製造オーダー追跡構成が自動的に生成される際、システムは可能な限り最初の親シリアル番号またはロット/バッチ番号にコンポーネントを割り当て、その後に次の親に割り当てを続けます。各親に割り当てられるコンポーネントの数量は、コンポーネントの組立ごとの数量に、その特定の親の数量を掛けたものを超えることはありません。ただし、コンポーネントが代替構成品目に置き換えられた場合、主要なコンポーネントと代替構成品目は、追跡構成の生成時に一緒に考慮されます。この場合、各親に割り当てられる数量は、主要コンポーネントと代替構成品目の組立ごとの数量の合計に、その特定の親の数量を掛けたものを超えることはありません。
例外:竣工構成から除外 が有効なコンポーネントは、製造オーダー追跡構成のいかなる親にも割り当てられません。
以下に、例1ではコンポーネントが代替構成品目に置き換えられていない場合の製造オーダー追跡構成の自動生成の方法を示し、例2ではコンポーネントが代替構成品目に置き換えられた場合の自動生成の方法を示します。
例1:
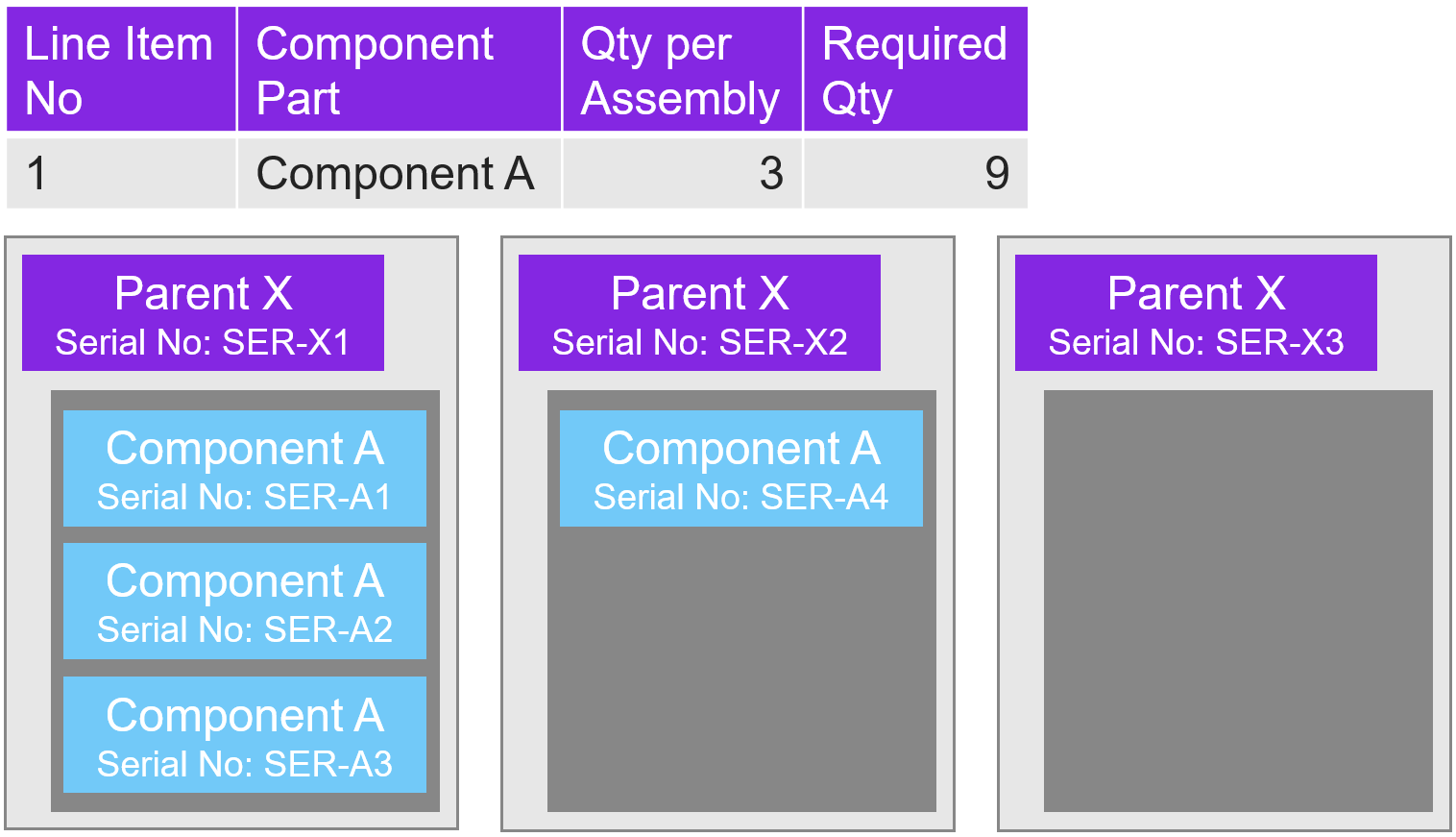
シリアル追跡された親品目Xが製造オーダーで3ユニット生産されます。この製造オーダーには、シリアル追跡されたコンポーネントAの資材明細が含まれ、組立ごとの数量は3に設定されています。親品目Xに対して3つのシリアル番号が引当され、コンポーネントAが4ユニット引当または発行された場合、以下の画像に示されるように、自動生成された製造オーダー追跡構成が構築されます。システムは、まずコンポーネントAの3ユニットを最初の親に割り当てます。これは、コンポーネントAの組立ごとの数量に最初の親の数量を掛けたもので(3 × 1 = 3)、その後、次の親への割り当てを続けます。
例2:
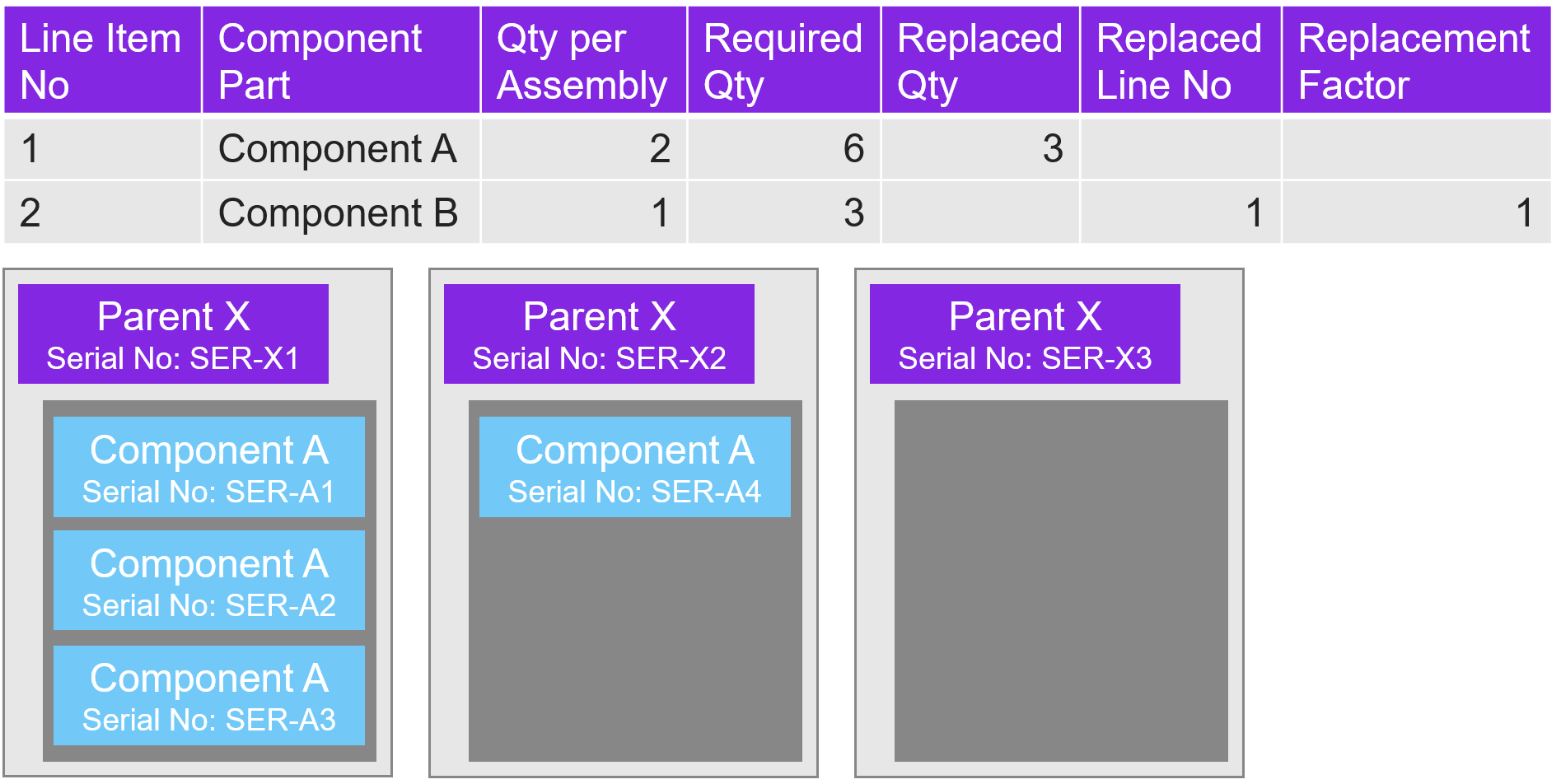
シリアル追跡された親品目Xが製造オーダーで3ユニット生産されます。製造オーダーには 2 つの資材明細があります。最初の資材明細はシリアル追跡されたコンポーネントA用で、組立ごとの数量は2に設定されています。2 番目の資材明細はシリアル追跡されたコンポーネントB 用であり、組立ごとの数量が 1 に設定されています。2番目の資材明細は、最初の資材明細のコンポーネントAの3ユニットが代替構成品目Bの3ユニットに置き換えられたときに作成されました。 親品目Xのために3つのシリアル番号が引当され、コンポーネントAが4ユニット引当または発行された場合、以下の画像に示されるように、自動生成された製造オーダー追跡構成が構築されます。システムは、まず最初の親にコンポーネントA の 3 ユニットを割り当てます。これは、メインコンポーネントA と代替構成品目B の組立ごとの数量の合計に最初の親の数量を乗じた値 ((2 + 1) * 1 = 3) に等しく、その後、次のコンポーネントへの割り当てを続行します。
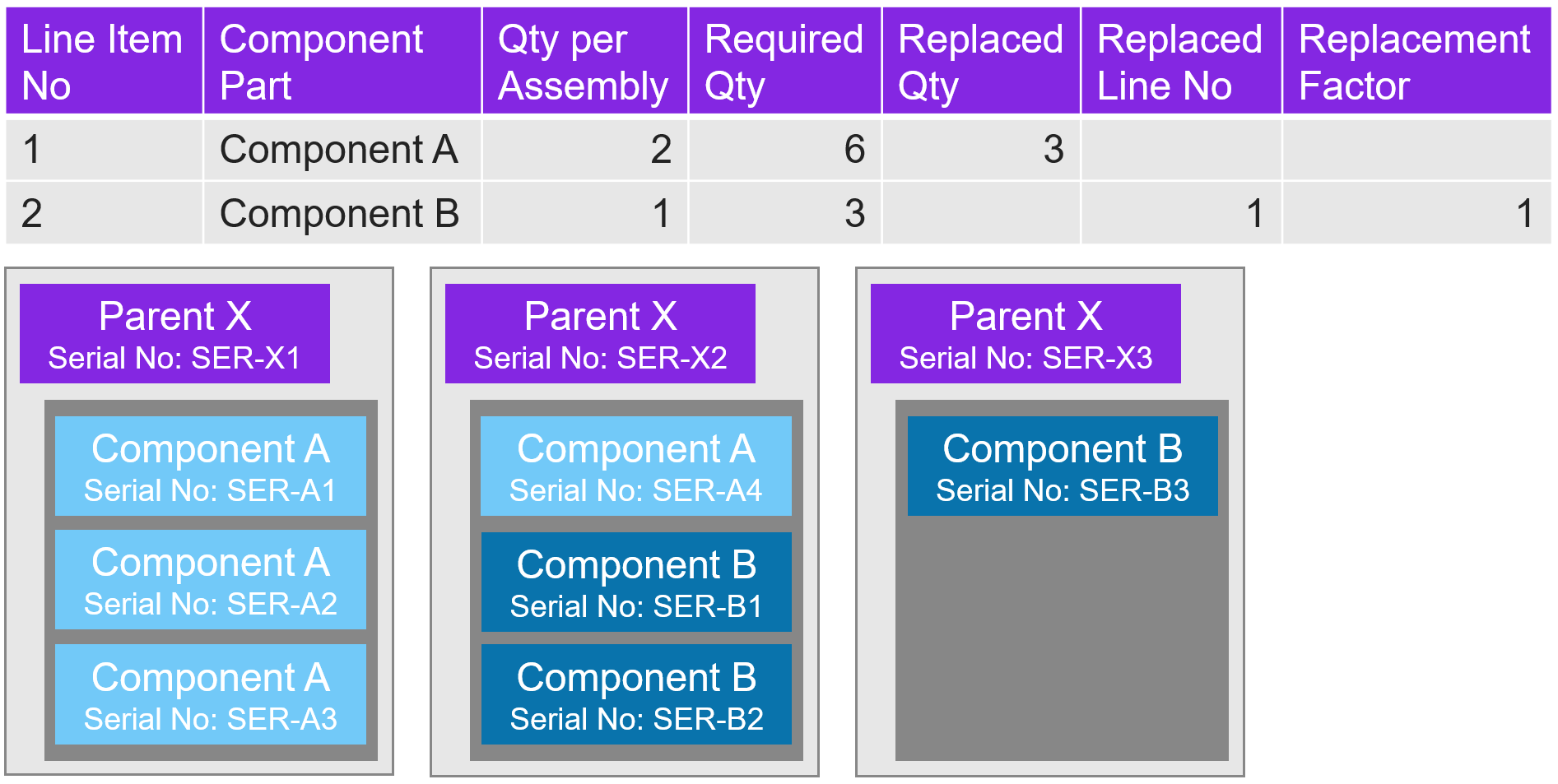
コンポーネントB の 3 つのユニットが引当/発行されると、下の図に示すように、自動的に生成された製造オーダー追跡構成が構築されます。
トラッキング構成完成
製造オーダー上の特定のシリアル番号またはロット/バッチ番号の追跡構成は、十分な数量のすべての構成品目が割り当てられている場合、完了として検証されます。親に割り当てられたコンポーネントの数量は、コンポーネントの組立ごとの数量に特定の親の数量を乗じた値と等しくなければなりません。ただし、構成品目が代替構成品目に置き換えられた場合、親に割り当てられた構成品目と代替構成品目の数量の合計は、メイン代替構成品目の組立ごとの数量の合計に特定の親の数量を乗じた値と等しくなければなりません。
例外:現状の構成から除外 が有効なコンポーネントは、検証から除外されます。引当/発行方法が 手動に設定されているコンポーネントについては、いくらかの数量が発行されていれば問題ありません。
以下に、例3ではコンポーネントが代替構成品目に置き換えられていない場合の追跡構成の検証方法を示し、例4ではコンポーネントが代替構成品目に置き換えられた場合の検証方法を示します。
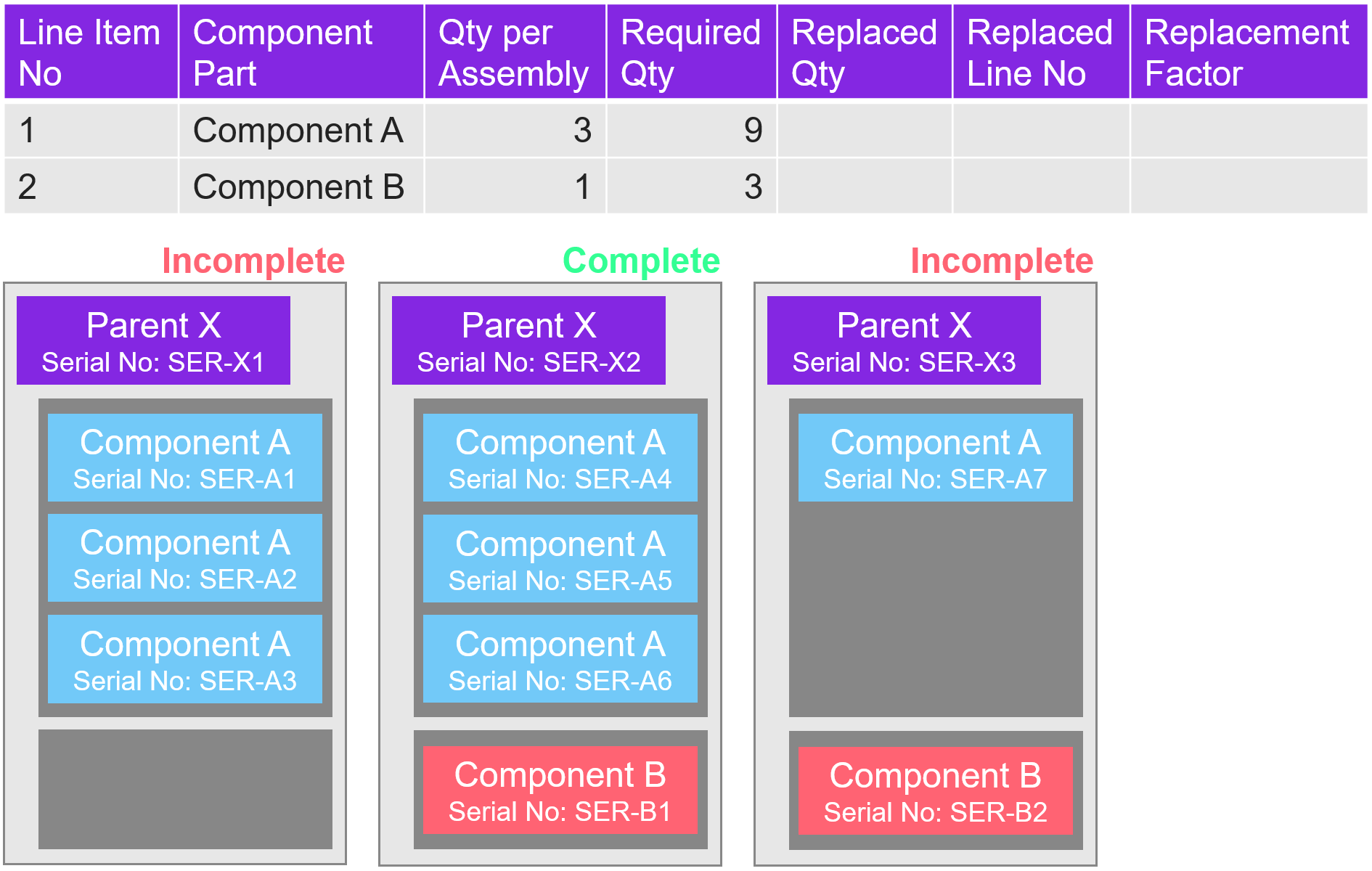
例3 :
シリアル追跡された親品目Xが製造オーダーで3ユニット生産されます。製造オーダーには 2 つの資材明細があります。最初の資材明細はシリアル追跡されたコンポーネントA 用であり、組立ごとの数量は 3 に設定されています。2 番目の資材明細はシリアル追跡されたコンポーネントB 用であり、組立ごとの数量が 1 に設定されています。下の図に示すように追跡構成が構築されると、2 番目の親が完了していると検証されます。2 番目の親に割り当てられるコンポーネントA の数量 3 ユニットは、コンポーネントA の組立ごとの数量に 2 番目の親の数量を乗じたもの (3 * 1 = 3) に等しいことに注意してください。2 番目の親に割り当てられるコンポーネントB の数量 (1 ユニット) は、コンポーネントB の組立ごとの数量に 2 番目の親の数量を乗じた値 (1 * 1 = 1) に等しくなります。
例4 :
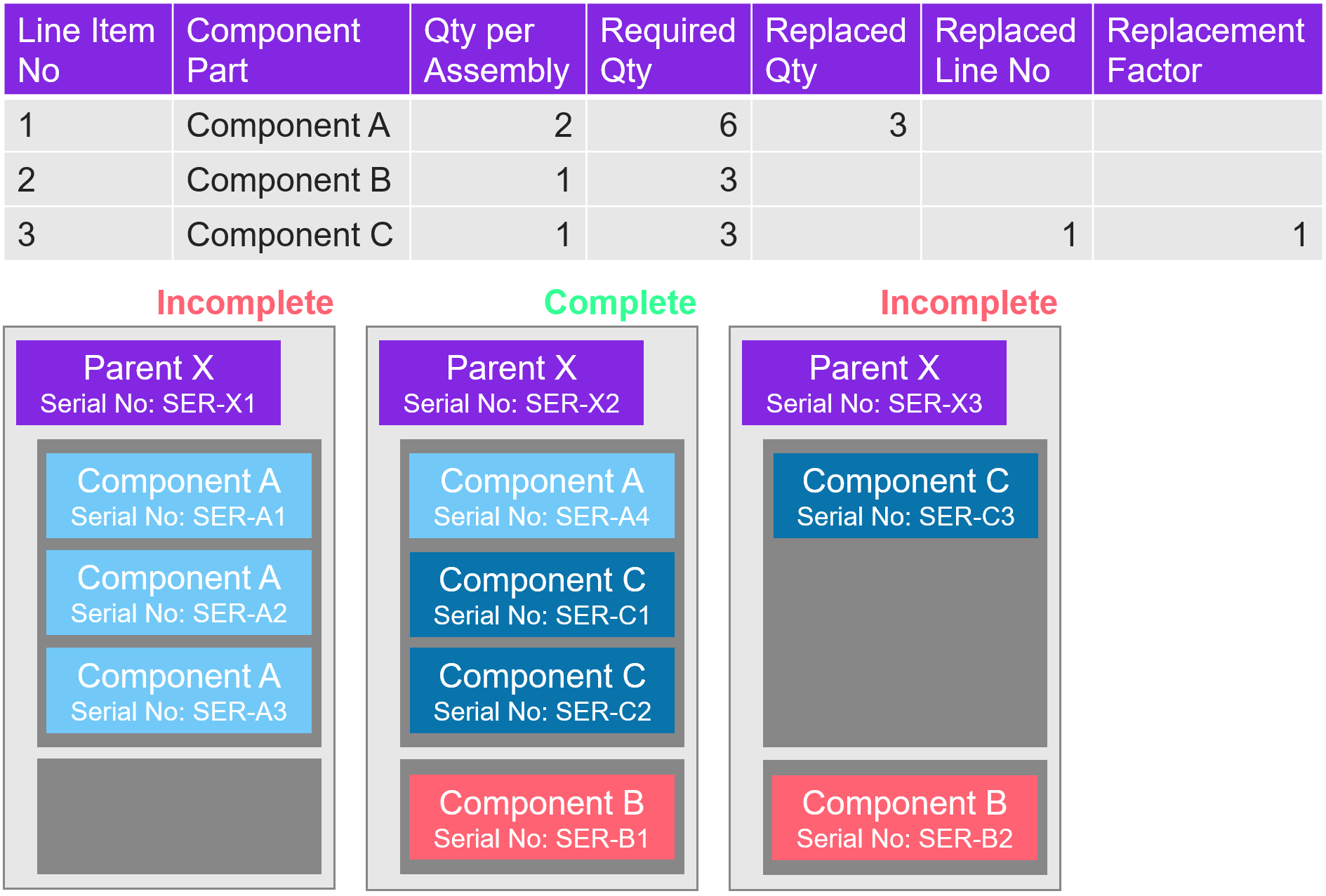
シリアル追跡された親品目Xが製造オーダーで3ユニット生産されます。製造オーダーには 3 つの資材明細があります。最初の資材明細はコンポーネントA 用であり、組立ごとの数量は 2 に設定されています。2 番目の資材明細はコンポーネントB 用であり、組立ごとの数量が 1 に設定されています。3 番目の資材明細はコンポーネントC 用であり、組立ごとの数量が 1 に設定されています。3 番目の資材明細は、最初の資材明細の構成品目A の 3 ユニットが代替構成品目C の 3 ユニットに置き換えられたときに作成されました。追跡された構成が下の図に示すように構築されると、2 番目の親が完了していると検証されます。2 番目の親に割り当てられるメインコンポーネントA と代替構成品目C の数量の合計 (1 ユニット + 2 ユニット) は、メインコンポーネントA と代替構成品目C の組立ごとの数量の合計に 2 番目の親の数量を掛けたもの ((2 + 1) * 1) = 1 に等しいことに注意してください。2 番目の親に割り当てられるコンポーネントB の数量 (1 ユニット) は、コンポーネントB の組立ごとの数量に 2 番目の親の数量を掛けた値 (1 * 1) = 1 に等しくなります。