Fertigungsplanung und -optimierung (MSO) ist eine Lösung zur Erstellung endlicher Produktionspläne durch die Optimierung der Nutzung von Ressourcenbeschränkungen in der Fertigung. Es ermöglicht eine effiziente Ausführung von Aktivitäten in der Fertigung, indem es die Produktion an den Objekten ausrichtet. Die Hauptnutzer von MSO sind Disponenten für den Bestand, während die Mitarbeiter in der Fertigung, z. B. Produktionsleiter und Maschinenbediener, sich auf die erstellten Pläne beziehen, um die Ausführung zu steuern. Der Produktionsplan legt die Folge der Aktivitäten in der Fertigung fest, und MSO sorgt dafür, dass diese Folge optimiert wird, um die Unternehmensziele zu erreichen.
MSO nutzt den IFS PSO (Planning, Scheduling, and Optimization) Motor, um Pläne zu erstellen. Dabei wird eine Vielzahl von Parametern berücksichtigt, darunter:
Produktions-Disponenten können bei der MSO-Datensatz-Aktivierung die gewünschte Optimierungsqualität und die maximale Planungszeit pro Standort konfigurieren. Mit diesen Einstellungen kann MSO eine Verrechnung von Leistung und Präzision des Plans erreichen. MSO unterstützt sowohl Make-to-Stock- als auch Just-in-Time (JIT)-Produktionsmodelle innerhalb eines einzigen Terminierungslaufs. Es kann Pläne in beide Richtungen optimieren, wie im Fertigungsauftrag festgelegt.
MSO ist in hohem Maße variantengeführt und kann mit Hilfe der erweiterten Parameter von MSO fein abgestimmt werden, um spezifische Geschäftsziele zu erreichen, wie z. B. die Minimierung verspäteter Aufträge, die Reduzierung der durchschnittlichen Verspätung oder die Verbesserung der Frühzeitigkeit usw.
MSO erstellt eine begrenzte Terminierung gemäß den Daten in Bezug auf Fertigungs- und Fertigungsauftragsterminierung. Daher ist es unerlässlich, vor dem Einsatz von MSO die Daten einzustellen, die den Plan des Fertigungsauftrags betreffen.
MSO ist hochgradig konfigurierbar und kann präzise angepasst werden, um eine Vielzahl geschäftlicher Ziele zu unterstützen, wie etwa die Minimierung verspäteter Aufträge, die Reduzierung der durchschnittlichen Verspätung oder die Verbesserung der Frühzeitigkeit. Fachleute können die Seite MSO - Erweiterte Parameter verwenden, um Vorlagen mit verfeinerten Parameterwerten zu erstellen. Sobald sie erstellt wurden, können diese Vorlagen aktiviert und mit den entsprechenden Standorten verbunden werden. Die verfeinerten Parameter in der verbundenen Vorlage beeinflussen anschließend das Planungsverhalten an den einzelnen Standorten. Standortverbindungen werden auf der Registerkarte Erweiterte Einstellungen auf der Seite Basisdaten/Begrenzte Terminierung verwaltet.
Eine Standardvorlage wird sofort bereitgestellt, vorkonfiguriert mit validierten und getesteten Parametern, um eine zuverlässige Leistung in typischen Planungsszenarien zu gewährleisten. Diese Standardvorlage wird automatisch zugewiesen, wenn eine Site für MSO eingerichtet wird. Es wird nachdrücklich empfohlen, diese Standardvorlage und ihre Standardwerte zu verwenden, es sei denn, ein spezifisches Geschäftsbedürfnis rechtfertigt einen angepassten Planungsansatz.
Auf der Seite MSO - Erweiterte Parameter enthält die Registerkarte MSO-Modell die wichtigsten Parameter, die zur Erstellung optimierter Produktionspläne in MSO verwendet werden. Die Registerkarte PSO-Profil enthält PSO-spezifische Parameter, die im MSO-Profil definiert sind und das Verhalten sowie die Effizienz der Planungs- und Optimierungsprozesse direkt beeinflussen.
Weitere Informationen finden Sie in der Aktivität MSO Erweiterte Parameter konfigurieren.
Um MSO für einen Standort auszuführen, muss es auf der Seite Basisdaten/Begrenzte Terminierung eingerichtet sein. Die erforderlichen Einstellungen müssen konfiguriert und der Datensatz aktiviert werden. Die Benutzer, die den Datensatz zunächst aktivieren, gelten als dessen Eigentümer. Nach der Aktivierung können nur die Datensatzbesitzer und Benutzer mit Administratorrechten den Datensatz aktivieren, deaktivieren oder löschen. Die folgenden Abschnitte beschreiben die einzelnen Einstellungsgruppen im Detail.
Die Einstellungen, die sich auf den Planungsmodus beziehen, sind:
Die Einstellungen, die sich auf die Konfiguration des Planungsdienstes beziehen, sind:
Planungsregeln sind harte Einschränkungen, denen der Planungsdienst bei der Erstellung des Planungsergebnisses folgt. Im Gegensatz zu Optimierungszielen, wie dem Bestreben, die Arbeitsvorgänge eines Fertigungsauftrags vor dem Bedarfsdatum abzuschließen, werden diese Regeln strikt eingehalten.
Die Einstellungen, die sich auf Planungsregeln beziehen, sind:
Optimierungsziele sind weiche Einschränkungen, die der Planungsdienst bei der Erstellung des Planungsergebnisses berücksichtigt. Der Planungsdienst muss diese Ziele nicht strikt einhalten. Stattdessen dienen sie als Zielvorgaben, die die Planungs-Engine zu erreichen versucht, wobei sie strikt die standardmäßigen Planungsaspekte und Planungsregeln einhält.
Die Einstellungen in Bezug auf Optimierungsziele sind:
MSO ist so konzipiert, dass Arbeitsplätze, Lohngruppen und Werkzeuge bei der Erstellung des Planungsergebnisses als Planungseinschränkungen berücksichtigt werden und Fertigungsaufträge aller Art geplant werden. Es ist jedoch möglich, Arbeitsleistungen, Werkzeuge und/oder bestimmte Arten von Fertigungsaufträgen auszuschließen, wenn deren Berücksichtigung nicht erforderlich ist.
Die Einstellungen, die sich auf Ausnahmeregelungen für Einschränkungen beziehen, sind:
Hinweis: Wenn die Terminplanung nur für eine Teilmenge von Fertigungsaufträgen durchgeführt wird, können diese auf Standortebene definierten Ausnahmeeinstellungen für Einschränkungen überschrieben werden. Dies ermöglicht es, die Ausnahmen an die spezifischen Anforderungen der einzelnen Teilmengen anzupassen.
Die Einstellungen, die die Ablaufsteuerung betreffen, sind:
Die Einstellungen, die eine Neuzuordnung bei Drag-and-Drop im Smart Manufacturing-Planungsboard zulassen, sind:
MSO bietet zwei unterschiedliche Planungsmodi, um verschiedene betriebliche Anforderungen zu unterstützen: manuell und automatisch.
Wenn eine Site für den manuellen Planungsmodus konfiguriert ist, wird die endliche Planung an der Site nur durchgeführt, wenn Planungsverantwortliche sie ausdrücklich anfordern. Dies bedeutet, dass ein Planer den Planungsprozess manuell starten muss, um einen aktuellen, endlichen Fertigungsauftragsplan zu erstellen. Die folgenden Planungsansätze sind möglich:
Wenn eine Site für den automatischen Planungsmodus konfiguriert ist, wird die endliche Planung bei Bedarf automatisch ausgeführt, zum Beispiel wenn ein neuer Fertigungsauftrag erstellt wird. In diesem Modus kann der Planungsprozess nicht manuell ausgelöst werden.
Nachfolgend sind die wichtigsten Aspekte des automatischen Planungsmodus aufgeführt:
Einschränkung: Der automatische Planungsmodus ist für Benutzer der IFS.ai-basierten Plattformdienste nicht verfügbar.
Intervall für die Beibehaltung des Live-Plans für den automatischen und manuellen MSO-Modus:
Dies ist das Intervall für den Trigger und die automatische Anpassung des Plans auf der Grundlage der Standortzeit, auch wenn im MSO Automatikmodus keine Änderungen festgestellt werden.
Dies kann als neuer Plan für eine Datenbank-Aufgabe auf registriert werden. Senden Sie die Methode „Scheduling Optimization Dataset updates“ für . Die spezifische Dataset-ID wird als "MFG_site name_Static" oder "MFG_site name_Reactive" bezeichnet. Mit dieser Aufgabe in der Datenbank können fortgeschrittene Benutzer ein Intervall für die Aktualisierung des Plans für den MSO-Datensatz festlegen. Die von PSO empfohlenen Werte sind 59 Minuten Intervall für MSO Automatisch und Täglich 23.59 Uhr für MSO Manuell.
Mehrere Benutzer können jederzeit alle fertigungsbezogenen Daten eines Fertigungsstandorts aktualisieren. Der automatische Modus von MSO sammelt alle diese änderungsbezogenen Transaktionen und sendet sie gesammelt an den Zeitplanungsserver. Nach einem bestimmten Zeitintervall überträgt MSO diese gesammelten Informationen an den Server. Dies kann als das Zeitintervall beschrieben werden, das benötigt wird, um Änderungstransaktionen zu sammeln, bevor diese Informationen an den Zeitplanungsserver übertragen werden. Dies wird in der Spalte „Startintervall“ auf der Seite Zeitplanungsoptimierungskonfiguration als ein gemeinsames Feld angegeben, das für alle Zeitplanungsoptimierungskonfigurationen gilt. Der Standardwert ist 10 Sekunden. Dies kann auf der Grundlage der funktionalen Anforderungen geändert werden, wobei die Anforderungen an die Anpassungsgeschwindigkeit in einer bestimmten Fertigungsorganisation berücksichtigt werden.
Die auf IFS.ai basierende PSO-Konfiguration kann nur für Standorte mit manuellem Modus verwendet werden.
IFS.ai-Konfigurationsbenutzer profitieren vom verbrauchsabhängigen Zahlungsmechanismus, selbst in der MSO-Lösung „Begrenzte Terminierung“. Daher müssen die Benutzer eine bestimmte Anzahl dedizierter Token zur Verfügung haben, um einen begrenzten Zeitplan zu erstellen oder eine Simulation in MSO durchzuführen. IFS.ai-Tokens werden automatisch auf der Grundlage der Nutzung der einzelnen Dienste verbraucht.
Die folgenden Seiten sind für Benutzer der IFS.ai-basierten MSO/PSO-Konfiguration bestimmt. Diese Seiten sind über die Navigationsbefehle auf der Basisdaten/Begrenzte TerminierungSeite sowie direkt über den Navigator zugänglich.
MSO wurde entwickelt, um Fertigungsaufträge mit dem Status Geplant neu zu planen, ohne den bestehenden Zeitplan zu bevorzugen. Alle geplanten Fertigungsaufträge gelten als nicht verbindliche Aufträge, die nicht durch die Bedarfsquelle bestätigt sind, sodass sie innerhalb des Planungszeitraums neu terminiert werden können. Der Status des Fertigungsauftragskopfs wird als Schlüsselaspekt beim Filtern von Aufträgen für die Neuplanung betrachtet.
Hinweis: Im Untermenü Fertigungauf der Seite Standort muss die Option Fertigungsaufträge mit dem Status „Geplant“ erstellen in einem MSO-Planungsstandort aktiviert sein.
MSO unterstützt sowohl Make-to-Stock- als auch Just-in-Time (JIT)-Produktionsmodelle innerhalb eines einzigen Terminierungslaufs. Es kann Pläne in beide Richtungen optimieren, wie im Fertigungsauftrag festgelegt. MSO konzentriert sich immer auf die im Kopfebene angegebene Terminierungsrichtung. Falls es eine Abweichung zwischen dem Fertigungsauftrag-Kopf und dem Arbeitsgang für den Fertigungsauftrag gibt, wird die Planungsrichtungsinformation auf Arbeitsgangebene ebenfalls durch die Planungsrichtungsinformation auf Kopfebene des Fertigungsauftrags ersetzt.
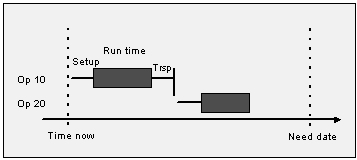
Bei der Vorwärtsterminierung erwartet der Anwender, die Produktion so früh wie möglich zu starten und die Bedarfsdeckung auszuführen. Bei der Vorwärtsterminierung wird der erste Arbeitsgang so schnell wie möglich geplant, gefolgt vom zweiten Arbeitsgang direkt nach Abschluss des ersten Vorgangs, und so weiter bis zum letzten Arbeitsgang. Bei der Zeitplanung bei begrenzter Kapazität bedeutet Vorwärtsterminierung, dass die frühestmögliche Terminierung ausgewählt wird, sobald Material und Ressourcen verfügbar sind. Durch die Vorwärtsterminierung wird sichergestellt, dass die Terminierung realistisch unter Berücksichtigung aller Engpässe erfolgt. Es ist wichtig zu wissen, dass die Zeitplanung keine Garantie dafür ist, dass die geplanten Aufträge innerhalb des vereinbarten Zeitrahmens ausgeführt werden. Dies könnte auch zu unnötigen Frühstarts führen.
In dieser Richtung bietet der MSO-Zeitplan die größtmögliche Gelegenheit zur Festlegung von EPST (frühestmögliche Startzeit) von Arbeitsgängen/Fertigungsauftrag. Wenn die EPST zum Zeitpunkt der Zeitplanerstellung bereits überschritten ist, wird der aktuellen Zeit der Vorrang gegeben, um diese Aufträge so früh wie möglich zu planen.
Abbildung 1 - Die Vorwärtsterminierung beginnt mit dem ersten Arbeitsgang beim aktuellen Datum oder EPST.
Bei der Rückwärtsterminierung erwartet der Anwender, die Produktion so spät wie möglich zu starten und die Bedarfsdeckung auszuführen. Dies wird auch als Just-in-Time-Fertigung (JIT) bezeichnet. Rückwärtsterminierung basiert auf dem Bedarfsdatum. Die Arbeiten müssen dabei vor einem bestimmten Datum und einer bestimmten Uhrzeit beendet sein. Um dies sicherzustellen, wird zuerst die letzte Aufgabe so geplant, dass sie am festgelegten Bedarfsdatum fertig gestellt ist; anschließend wird mit der vorletzten Aufgabe, der drittletzten Aufgabe usw. genauso verfahren, bis der erste Arbeitsgang erreicht ist. Die Rückwärtsterminierung stellt die rechtzeitige Fertigstellung des Auftrags sicher und verhindert, dass der Auftrag zu früh begonnen wird. Dieser Ansatz wird am häufigsten bei der Herstellung von Lebensmitteln, Molkereiprodukten oder in ähnlichem Branchen verwendet, wenn das Endprodukt ein Verfallsdatum hat.
In dieser Richtung bietet der MSO-Zeitplan die größtmögliche Gelegenheit für LPST (Latest Possible Start Time) von Arbeitsgängen/Fertigungsauftrag. Wenn der LPST zum Zeitpunkt der Zeitplanungausführung bereits abgelaufen ist, muss der Fertigungsauftrag, zu dem dieser bestimmte Arbeitsgang gehört, verspätet werden. Daher können diese Fertigungsaufträge nicht die vorrangige Gelegenheit vor den anderen zukünftigen Bedarfs-Bestellungen erhalten.
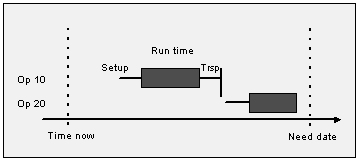
Abbildung 2 - Die Rückwärtsterminierung beginnt beim Bedarfsdatum des letzten Arbeitsgangs.
Für überfällige Fertigungsaufträge kann der Anwender jedoch eine höhere Chance im Zeitplan einräumen, indem er die Option Überfällige Fertigungsaufträge priorisieren unter „Optimierungsziele“ auf der Seite Basisdaten/Begrenzte Terminierung aktiviert. Diese Funktion bietet eine bessere Möglichkeit, basierend auf der Verspätung von überfälligen Fertigungsaufträge zu planen.
Die Option „Manuelle Terminierung“ ist für MSO-Standorte nicht zulässig. Falls ein Arbeitsgang auf Arbeitsgangebene als manuelle Planung festgelegt ist, wird diese ebenfalls durch die Planungsrichtung auf Kopfebene des Fertigungsauftrags mit der Aktion Begrenzte Terminierung ersetzt.
Die Spalte Terminierungs-Status befindet sich in der Übersicht Arbeitsgänge/Fertigungsauftrag, um den aktuellen Terminierungs-Status der einzelnen Arbeitsgänge des Fertigungsauftrags anzuzeigen. Die Spalte MSO Zeitplanungsinformationen ist ebenfalls aktiviert, um einige erweiterte Informationen über die letzte von MSO durchgeführte Zeitplanungsaktion bereitzustellen.
Die Prioritätskategorie in Fertigungsaufträgen ist die Schlüsseleingabe zum Definieren der Priorität von Fertigungsaufträgen bei der Terminierung in FPO. In der Übersicht Fertigungsauftragsprioritäten kann der Anwender eine MSO-Prioritätsbewertung für jede Prioritätskategorie definieren. Diese Prioritätsbewertung kann je nach Geschäftsanforderungen als Zahl im Bereich von 0 bis 10 definiert werden. Fertigungsaufträge mit höherer Punktzahl erhalten eine höhere Zeitplanungspriorität und verschieben sich in Richtung des EPST oder des Bedarfsdatums, abhängig von der jeweiligen Terminierungsrichtung für jeden Fertigungsauftrag. Andererseits erhalten Fertigungsaufträge mit niedrigeren Punktzahlen eine geringere Zeitplanungspriorität.
Die Standard- oder mittlere Prioritätsbewertung wird auf 5 gesetzt. Wenn in Fertigungsauftrag keine Prioritätskategorie definiert ist, wird sie als MSO-Prioritätsbewertung5 betrachtet und erhält bei der Zeitplanung eine ähnliche Gelegenheit.
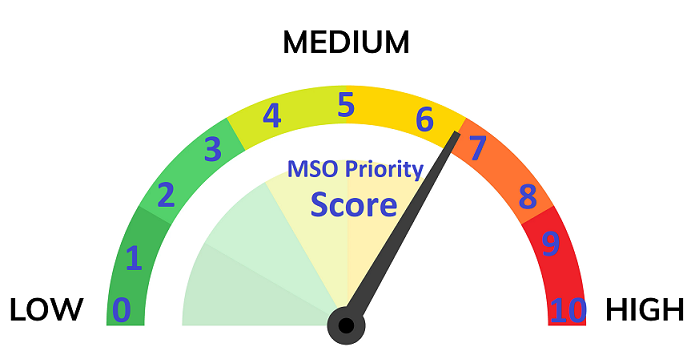
Abbildung 3 – FPO-Prioritätsbewertungen
MSO fügt sich nahtlos in das IFS-Konzept Untertägige Planung ein. MSO wird die entsprechenden Aufträge am selben Tag wie den Bedarf einplanen. Um ein optimales Ergebnis zu erzielen, setzen Sie den Zeitplanungshorizont auf der Seite Basisdaten/Begrenzte Terminierung auf einen kürzeren Zeitraum.
Maschinenarbeitsgänge und Personalarbeitsgänge werden bei der Zuweisung von Ressourcen in MSO jeweils gleich behandelt.
Die MSO-Architektur berücksichtigt bei der Zuweisung von Fertigungsaufträgen sowohl Maschinen- als auch Arbeitsvorgänge mit ähnlichen Möglichkeiten. Wenn für einen bestimmten Fertigungsauftrag sowohl Maschinen- als auch Personalstunden definiert sind, betrachtet der Terminierungsdienst dies als eine einzige Buchung, die zusammen geplant werden muss und denselben Zeitrahmen beansprucht.
Wenn Maschinenstunden und Personalstunden in einem Fertigungsauftrag/Arbeitsgang nicht gleich sind, berücksichtigt MSO immer den Arbeitsgang mit der höchsten erforderlichen Stundenlast (d. h. Maschine oder Personal), um eine Basisdauer festzulegen und diese in voller Kapazität zuzuweisen (d. h. 100 % Kapazität). Die Ressource, die die geringere Stundenlast benötigt, wird für die gleiche Dauer mit einer Teilkapazität (d. h. weniger als 100%) gebucht, die auf der Lastdifferenz basiert. Dieser Ansatz wird sowohl für Einrichtungs- als auch laufende Arbeitsgänge berücksichtigt und wird als separate Transaktionen berechnet.
Beispiel:
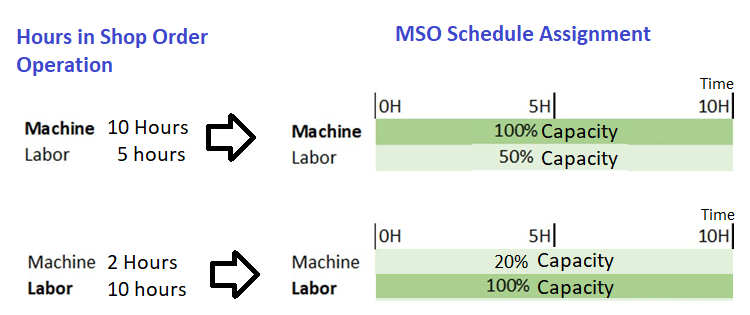
Abbildung 4 – Maschine oder Personal; Größter Zeitaufwand für die einschränkungsorientierte Zeitplanung
Wenn alternative Ressourcen verfügbar sind, z. B. zwei oder mehr Ressourcen an einem Arbeitsplatz, wird die Präferenz auf der Grundlage der Ressourceneffizienz vergeben. Wenn nur eine einzige Ressource geladen werden soll, kann die Spalte Bevorzugte Ressource im Arbeitsgang/Fertigungsauftrag eingestellt werden. Andernfalls bietet MSO die am besten geeignete Position in der Zeitleiste an und erstellt einen Zeitplan mit einer Kombination von Ressourcen auf der Grundlage ihrer Verfügbarkeit in den jeweiligen Arbeitszeitkalendern oder HR-Plänen unter Berücksichtigung der im Fertigungsauftrag angegebenen Terminierungsrichtung.
Gruppengröße: Bei der Buchung von Teilkapazitäten aufgrund unterschiedlicher Zeiten für Maschinen und Arbeitskräfte oder aufgrund der Aufteilung von Ressourcen oder aufgrund von dezimalen Angaben zur Gruppengröße berücksichtigt MSO nicht die genaue Zahl der Gruppengröße (z. B. die Größe der Einrichtungs-Crew oder die Größe der Ausführungs-Crew), um die Anzahl der Personen zu planen. Stattdessen wird der Zeitplan unter Berücksichtigung der geringsten Anzahl erforderlicher Personen erstellt, wobei die Mannstunden pro Arbeitsgang berücksichtigt und die im Arbeitsgang für den Fertigungsauftrag angegebene Anzahl oder Größe der Besatzung ignoriert werden.
Wenn Berechnungsbasis/Kapazität einer Lohngruppe auf Gruppe festgelegt ist, verwendet MSO die Informationen auf der Registerkarte Gruppe auf der Seite Lohngruppe Fertigung, um die Kapazität der Lohngruppe zu bestimmen. Wenn die Berechnungsbasis/Kapazität auf Einzelpersonen festgelegt ist, verwendet MSO die Informationen zu den für die Lohngruppe definierten Personen auf der Registerkarte Personen. Wenn für eine Person Arbeitszeitplan HR verwenden aktiviert ist, berücksichtigt MSO den spezifischen HR-Zeitplan dieser Person, einschließlich der Abweichungstage des Personals.
Beschränkungen:
Wenn ein Fertigungsauftrag mit einer verbundenen Werkzeuggruppe terminiert wird, wird die erforderliche Menge an einzelnen Werkzeugen oder Geräten innerhalb dieser Werkzeuggruppe für die gesamte Dauer des Arbeitsgangs, einschließlich Rüst- und Laufzeit, reserviert. Die Kapazität einer Werkzeuggruppe wird durch den mit der Werkzeuggruppe verknüpften Kalender, die darin enthaltenen einzelnen Werkzeuge oder Geräte sowie deren Gültigkeitszeiträume bestimmt. Beachten Sie, dass dies auch für Werkzeuggruppen gilt, bei denen die Einstellung Berechnungsbasis/Kapazität auf Gruppe festgelegt ist. Kalender, die einem einzelnen Werkzeug oder einer einzelnen Ausrüstung auf der Seite Ressourcendetails zugeordnet sind, werden nicht berücksichtigt.
MSO berücksichtigt nicht, ob bestimmte Werkzeuge oder Geräte bereits einem Arbeitsauftragsvorgang zugewiesen wurden. Es aktualisiert außerdem nicht die zugewiesenen Werkzeuge oder Geräte basierend auf den tatsächlichen Zuweisungen während der Planung.
Außerdem werden Szenarien nicht berücksichtigt, in denen ein Werkzeug oder eine Ausrüstung bereits einem anderen Objekt, wie beispielsweise einer Arbeitsaufgabenposition, zugewiesen ist. Infolgedessen kann MSO dasselbe Werkzeug oder dieselbe Ausrüstung eines Arbeitsgangs für den Fertigungsauftrag in demselben Zeitraum zuweisen, in dem sie bereits einer Arbeitsaufgabenposition zugewiesen ist, obwohl das Werkzeug oder die Ausrüstung über eine begrenzte Kapazität verfügt.
MSO berücksichtigt bei der Terminplanung auch keine externen Rüst- oder Abbauzeiten für ein Werkzeug.
Unbegrenzte Workcenter-Ressourcen werden als eine einzige Ressource mit unbegrenzter Kapazität betrachtet.
Zudem gibt MSO, wenn mehr als eine unbegrenzte Ressource zur Auswahl steht (so hat der unbegrenzte Arbeitsplatz z. B. 10 Arbeitsplatzressourcen), der Ressource mit der geringsten Belastung (in ihrer Gesamtlebensdauer) bei der Planung des Arbeitsgangs Priorität. Der funktionale Gedanke bei diesem Ansatz ist, dass wenn eine bestimmte Ressource eine unbegrenzte Kapazität hat, es nicht sinnvoll ist, Lasten auf mehrere Maschinen mit unbegrenzter Kapazität zu verteilen. Die Verwendung einer einzigen Maschine kann dazu beitragen, den CO2-Fußabdruck, den Energieverbrauch usw. zu reduzieren. Dieser eingeschränkte Lastverteilungsmechanismus wird in MSO beim Planen der Arbeitsgänge nativ unterstützt.
Wenn ein Teil des Arbeitsgangs gemeldet wird, dann ist die gleiche gemeldete Ressource für den verbleibenden Teil des spezifischen Arbeitsgangs vorgesehen.
Personen und Werkzeuge mit unbegrenzter Kapazität werden in ähnlicher Weise berücksichtigt, indem dieser Mechanismus der eingeschränkten Lastverteilung genutzt wird.
Der Ressourcenanteil, der in der Spalte „Ressourcenanteil“ im Arbeitsgang des Fertigungsauftrags angegeben ist, wird von MSO bei der Zeitplanung berücksichtigt. Dieser Ressourcenkapazitätsanteil wird auf die Ressourcenkapazitätsbilanz angewandt, die sich aus der Zuordnung von Personal- und Maschinenkapazität ergibt, wie im obigen Abschnitt über Maschinen- und Arbeitseinsatzplanung beschrieben.
Falls gleichzeitige Vorgänge in den Einstellungen zur Vorgangserfassung des Arbeitszentrums „Nicht erlaubt“ sind, blockiert MSO die Ressourcenteilungsfunktion des jeweiligen Arbeitszentrums.
Dezimalwerte, die in den Spalten Rüstzeit/Personal und Personalstärke angegeben sind, werden ebenfalls berücksichtigt, um Teilkapazitätsbuchungen während der Zeitplanung in MSO festzulegen. Dieser Ressourcenkapazitätsanteil wird auf die Ressourcenkapazitätsbilanz angewandt, die sich aus der Zuordnung von Personal- und Maschinenkapazität ergibt, wie im Abschnitt über Maschinen- und Arbeitseinsatzplanung oben beschrieben.
Bei der Zeitplanung mit MSO wird die Effizienz der Arbeitsgänge des Fertigungsauftrags berücksichtigt.
Die Arbeitsgangeffizienz betrifft nur die Laufzeit, nicht die Rüstzeit. Wenn die Effizienz des Arbeitsgangs auf weniger als 100 % (Standardwert) gesetzt ist, wird die restliche Laufzeit für die Maschine und das Personal erhöht. Dies führt zu einem erhöhten Wert für die restlichen Fertigungsstunden, die sich möglicherweise auf das geplante Start- und/oder Enddatum des Arbeitsgangs auswirken. Wird die Effizienz des Arbeitsgangs geändert, wirkt sich die Änderung auch auf die Standardkosten des Arbeitsgangs aus. Die Effizienz des Arbeitsgangs kann für spezifische Arbeitsgänge geändert werden, wenn Ausführungsperioden vorhanden sind, was sich vorübergehend auf die Leistung des Arbeitsgangs auswirkt.
Die in der Arbeitsplatzressource angegebene Effizienz wird berücksichtigt.
Der Leistungsgrad der Ressource wirkt sich sowohl auf die Bearbeitungszeit als auch auf die Rüstzeit aus. Wenn Ressourceneffizienz weniger als 100 % (Standardwert) beträgt, wird der Arbeitsgang während eines längeren Zeitraums geplant, weil sich die Rüst- und Laufzeit erhöht. Dies betrifft nur die Planung (Start- und Endtermin für den Arbeitsgang), nicht die restlichen Fertigungsstunden. Die Ressourceneffizienz kann geändert werden, wenn verschiedene Maschinen (Ressourcen) vorhanden sind, die am gleichen Arbeitsplatz mit verschiedenen Funktionen betrieben werden.
MSO berücksichtigt die für alle Ressourcentypen angegebenen Gültigkeitszeiträume. (d. h. Maschine, Arbeit und Werkzeuge)
Bevorzugte Ressourceninformationen werden bei der Zeitplanung von Arbeitsgängen/Fertigungsauftrag als Präferenz berücksichtigt.
Die Transportzeit wird bei Zeitplanung mit dem MSO-Zeitplanungsdienst berücksichtigt.
Werden zwei Arbeitsgänge parallel durchgeführt, bedeutet dies, dass sie völlig unabhängig voneinander durchgeführt werden können. Die MSO-Terminierungslogik versucht dabei, diese Arbeitsgänge so zu planen, dass deren Ergebnisse für den folgenden Arbeitsgang gleichzeitig verfügbar sind.
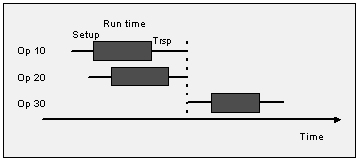
Abbildung 5 - Die Arbeitsgänge 10 und 20 sind parallel terminiert.
Arbeitsgangüberlappungen werden bei der Planung mit dem MSO-Zeitplanungsdienst berücksichtigt.
Wenn sowohl Maschinen- als auch Arbeitszeiten in einem Arbeitsgang eines Fertigungsauftrags angegeben sind, berücksichtigt MSO die Überschneidungen von Maschinen- und Arbeitszeiten einzeln und betrachtet den höchsten Prozentsatz der Überschneidung der zeitaufwendigen Arbeitsgänge als gemeinsamen Prozentsatz für Maschinen- und Arbeitszeiten in einem einzelnen Fertigungsauftragsarbeitsgang.
Weitere Informationen finden Sie unter Arbeitsgangüberlappung.
Die Verfügbarkeit eines Artikels oder die geplante Kapazität kann wie folgt definiert werden:
Artikel mit unbegrenzter Kapazität schränken den Planungsprozess in MSO nicht ein und unterbrechen ihn nicht.
Ein Arbeitsgang für den Fertigungsauftrag, der einen Artikel mit begrenzter Kapazität oder stets begrenzter Kapazität erfordert, kann von MSO nur dann eingeplant werden, wenn die benötigte Menge des Artikels verfügbar ist. Die erforderliche Menge kann entweder durch den verfügbaren Bestand oder durch verfügbare Zulieferungen abgedeckt werden. Lieferungen mit einem Datum in der Vergangenheit werden nicht berücksichtigt. Der Unterschied zwischen Artikeln mit begrenzter und stets begrenzter Kapazität besteht darin, dass bei begrenzter Kapazität die Verfügbarkeitsbeschränkung nur innerhalb der Einkaufs- oder Fertigungsvorlaufzeit gilt. Für Artikel mit stets begrenzter Kapazität ist die Verfügbarkeit immer eingeschränkt.
Wie von FPO terminiert, werden die Menge sowie das Datum und die Uhrzeit, an dem das Material verbraucht oder hergestellt wird, aufgezeichnet.
Innerhalb des Planungsfensters kann MSO endliche Materiallieferungen einplanen, die durch Fertigungsaufträge für untergeordnete oder teilmontierte Artikel erzeugt werden, und diese Lieferungen bei der Terminplanung der Fertigungsaufträge berücksichtigen, die diese als Materialien benötigen. Dies bietet erhebliche Vorteile für Nutzende, die keine komplexen Auftragsstrukturen wie DOP verwenden, ermöglicht jedoch weiterhin eine endliche Materialplanung auf Basis von Unter- und Teilbaugruppen.
Einschränkung: MSO unterstützt bis zu 4 Dezimalstellen und eine maximale Menge von 214748,3647 Einheiten für alle Bestände, Bedarfe und Lieferungen, unabhängig von der Maßeinheit (ME).
Hinweis: Es wird nicht empfohlen, für alle Artikel an einem Standort eine endliche Kapazität oder stets endliche Kapazität anzuwenden. Sie sollte nur für kritische Materialien verwendet werden, bei denen eine Berücksichtigung der endlichen Kapazität tatsächlich erforderlich ist.
Hinderliche Instandhaltungsaufgaben für Fertigungsressourcenobjekten werden bei der Planung mit dem MSO-Zeitplanungsdienst berücksichtigt. MSO betrachtet die tatsächliche Arbeitsaufgabe als eine schwerwiegende Einschränkungen, die für einen definierten Zeitraum vom geplanten Beginn bis zum geplanten Ende in der Arbeitsaufgabe gebucht ist. Die verbleibende verfügbare Zeit wird für die Zeitplanung von Arbeitsgängen/Fertigungsauftrag verwendet.
Hinweis: Der Instandhaltungsimport ist keine erforderliche Arbeitsaufgabe, die für die begrenzte Terminierung mit MSO zu berücksichtigen ist, da dies direkt auf die Arbeitsaufgaben aus dem Instandhaltungsmanagement verweist. Manuell erstellte Instandhaltungsaufgaben, wie z. B. Ressourcenpausen, werden für den begrenzte Terminierung in MSO nicht berücksichtigt.
Die Standardeinstellungen für die Intelligente Plantafel können auf einer separaten Registerkarte auf der Seite Basisdaten/Begrenzte Terminierung eingestellt werden.
Weitere Informationen finden Sie unter Intelligente Fertigungsplantafel.
d.h. Infinite Scheduler für Fertigungsaufträge wird in der Regel nur durch Änderungen von Parametern im Zusammenhang mit dem Arbeitsgang der Maschine im Fertigungsauftrag ausgelöst. Wenn MSO jedoch aktiviert ist, lösen Änderungen in Bezug auf Maschinen-Ressourcenanteil, Rüstzeit und Bearbeitung Lohngruppe, Rüstzeit und Bearbeitung Arbeitszeit, Rüstzeug und Bearbeitung Gruppengröße, Rüstzeit und Bearbeitung Personalqualifikationsprofil, Fertigungswerkzeuge und Anzahl der Instanzen auch den Infinite Scheduler für Fertigungsaufträge aus, um den Status der Fertigungsauftragsplanung auf dem neuesten Stand zu halten.